1. G73 (cicle de trencament d'encenall) s'utilitza normalment per processar forats més profunds de 3 vegades el diàmetre de la broca, però sense superar la longitud efectiva de la fulla de la broca. 2. El G81 (cicle de forats poc profunds) s'utilitza normalment per perforar forats centrals, xamfranar i forats que no superin 3 vegades el diàmetre de la broca. Amb l'aparició d'eines de refrigeració interna, per tal de millorar l'eficiència del processament, també es seleccionarà aquest cicle per a la perforació. 3. El G83 (cicle de forats profunds) s'utilitza normalment per processar forats profunds.
Quan la màquina està equipada amb refrigeració central de l'eix (sortida d'aigua)
Quan l'eina també admet la refrigeració central (sortida d'aigua)
Escollir G81 per processar forats és la millor opció
El refrigerant d'alta pressió no només eliminarà la calor generada durant la perforació, sinó que també lubricarà el tall més oportunament. L'alta pressió també trencarà directament les estelles de perforació. Les petites estelles generades també seran descarregades del forat a temps amb el flux d'aigua a alta pressió, evitant el desgast de l'eina i la degradació de la qualitat del forat processat causada pel tall secundari. Com que no hi ha cap problema de refrigeració, lubricació i eliminació d'encenalls, és la solució més segura i eficient entre els tres cicles de perforació.
Les eines CNC Xinfa tenen les característiques de bona qualitat i baix preu. Per obtenir més informació, visiteu:Fabricants d'eines CNC - Fàbrica i proveïdors d'eines CNC de la Xina (xinfatools.com)
El material de processament és difícil de trencar encenalls, però altres condicions de treball són bones
Quan no hi ha refredament del centre de l'eix (sortida d'aigua)
L'ús de G73 és una bona opció
Aquest cicle aconseguirà trencar l'encenall amb un temps de pausa breu o una petita distància de retracció, però la broca ha de tenir una bona capacitat d'eliminació d'encenalls. Una ranura d'encenall més suau permetrà que les encenalls es descarreguin més ràpidament per evitar que s'enganxin amb les encenalls de la següent perforació, destruint així la qualitat del forat. L'ús d'aire comprimit com a eliminació d'encenall auxiliar també és una bona opció.
Si les condicions de treball són inestables
L'ús de G83 és l'opció més segura
El processament de forats profunds farà que la vora de tall de la broca es desgasti massa ràpidament perquè no es pot refredar i lubricar a temps. Les estelles del forat també seran difícils de descarregar a temps a causa de la profunditat. Si els encenalls de la ranura de l'encenall bloquegen el refrigerant, no només reduirà considerablement la vida útil de l'eina, sinó que també faran que la paret interior del forat processat sigui més rugosa a causa del tall secundari, provocant encara més un cicle viciós.
Si l'eina s'eleva a l'alçada de referència -R després de perforar una distància curta -Q, pot ser més adequat quan es processa prop de la part inferior del forat, però es necessitarà molt de temps per processar la primera meitat del forat, que provoca residus innecessaris.
Hi ha un mètode més optimitzat?
Aquí hi ha dues maneres d'utilitzar el cicle de forats profunds G83
1: G83 X_ Y_ Z_ R_ Q_ F_
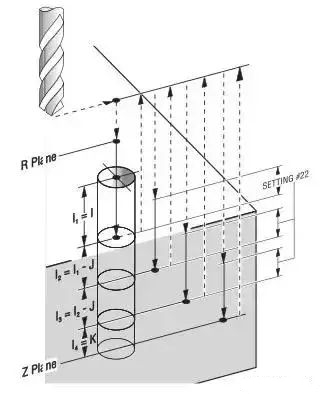
2:G83 X_ Y_ Z_ I_ J_ K_ R_ F_
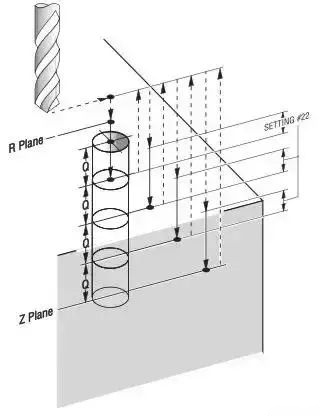
En el primer mètode, el valor Q és un valor constant, el que significa que des de la part superior fins a la part inferior del forat, s'utilitza la mateixa profunditat per processar cada vegada. A causa de la necessitat de seguretat de processament, se sol seleccionar el valor més petit, el que també significa la menor taxa d'eliminació de metalls i es perd molt de temps de processament de manera invisible.
En el segon mètode, la profunditat de cada tall es representa per I, J i K respectivament:
Quan les condicions de treball a la part superior del forat són bones, podem establir un valor I més gran per millorar l'eficiència del processament;
Quan la condició de treball al mig del forat de processament és mitjana, utilitzem un valor J reduït gradualment per garantir la seguretat i l'eficiència; quan les condicions de treball a la part inferior del forat de processament són dolentes, establim el valor K per garantir la seguretat del processament.
En ús real, el segon mètode pot augmentar la vostra eficiència de perforació en un 50% i costar zero!
Hora de publicació: 22-jul-2024


